|
Project - Quick Change Tool Post
Att byta svarvstål är ett pillgöra eftersom man behöver hålla reda på underläggen hela tiden. Underläggen är till för att få stålet i centrumhöjd för att de ska arbeta rätt. Med en snabbväxelhållare blir detta mycket enklare, Varje stål sitter i sin hållare som i sin tur är inställd på rätt höjd en gång för alla med en ställmutter.
Ett lite halvstort projekt den här gången. Själva hållarfästet är gjort i gjut järn och alla hållarna i automatstål. Men vi tar det väl från början. Det hela började när jag såg den här konstruktionen av en Japansk hobbymekaniker vid namn Ishimura (klicka på namnet så kommer du till Ishimuras sida). Det såg lätt ut och vekade ge ett bra resultat.
Den stora fasta delen - hållarfästet - är gjort av en bit ur ett gammalt strykjärn, en sådan där gjutjärnsklump man ställde på vedspisen tills det blev lagom varmt. Ur det sågade jag ut ämnet.

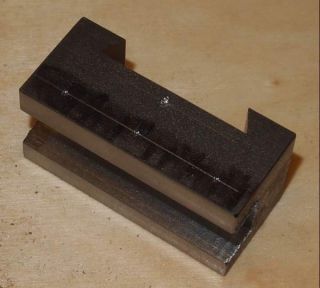
Nu vidtog en stunds fräsande och svarvande för att få fram den slutliga formen. I bilden nedan är det arbetet klart så när som på att de två hörnen med vinklad översida sedemera blivit av frästa till 45 graders vinkel. Till höger ser vi laxstjärtfräsningen för stålhållarna och alldeles i vänsterkanten på det stora hålet syns det som ska bli låskolvens hål.

Nästa bit är den rörliga innehylsan som är den som skjuter låskolven ut och in, se nedan.

Här ser vi hylsan och i dess högra nederdel syns också den inskärning som ger låskolven dess rörelse. För övrigt passar hylsan med lätt passning inne i huset och kan röra sig lätt. Det stora hålet i mitten är till för fästbulten som håller hela manicken på plats på svarven. Det är med denna "centrumpinne" hållaren också låses mot svarvens toppslid.

Med Med hylsan instucken i huset ser det ut som ovan. Nu är det bara centrumpinnen och ett hål till manöverarmen kvar.

Några delar senare ser det hela ut så här monterat på svarven. Centrumpinnen blev gjord av en bit hård mässing jag hade liggande och manöverarmen av lite andra delar. Huset har fått lite färg också, men mest för syns skull. Nu är det äntligen dags för de olika hållarna. De kommer att till att börja med bli 12 stycken faktiskt.
Varje hållare görs av en bit 25x25 mm automatstål som är ca 50 mm långt. Jag räknar med att ha ca ett halvt dussin vanliga hållare och ett halvt dussin andra specialare. Grund formen på hållarna är som i följande bild.
Vi ser laxstjärten i överkanten, urfräsningen för stålet och de fyra körnslagen för det som ska bli skruvhål. Det övre M5 för höjdinställningen och de tre nedre också M5 men för låsskruvarna som hållet stålet. Nedan visar jag en färdig typ av hållare av de olika typerna jag tagit fram.
Vanlig stålhållare
Detta är den vanligaste typen och den kan användas till i stort sett vilket svarstål som helst. Skrubbsvarvning, slätsvarvning, gängning, etc.

Den här sorten är den absolut vanligaste och kan användas för alla stål som har en fyrkantstång som fäste.
Borrstålshållare
Detta är den vanligaste typen av borrstålshållare. Den på bilden har ett 10 mm stål. För enkelhetens skull och för att förenkla arbetet så finns också hållare för både 8 och 6 mm borrstål samt innergängstål.

Utöver dessa två hållartyper så blir de övriga i stort sett bara specialare och då av enstyckskaraktär.
Gängstålshållare, uppvikbar
Den här gängstålshållaren är lite av en specialare då den kan fällas upp för att mäta eller prova den pågående gängningen. Man vill kunna kontrollera att man inte går för djupt och att gängan får rätt mått i övrigt.

Här sitter alltså gängstålet i en rörlig del som kan svängas uppåt-bakåt från arbetet. En fördel då stålet inte misshandlas då det backas för nytt tag eller för mätning. Antingen kan man bara backa och då lyfter stålet så att eggen går fritt eller så lyfter man upp det hela vägen bakåt som på bilden nedan.

Här syns också styrpiggen på den rörliga delens undersida och mothålet i den fasta delen av hållaren. Här blir det också tydligt att höjdinställningen måste göras på annat sätt just här då den större mässingsbrickan kommer att blockera vägen för den rörliga delen. Mer bilder på denna kommer.
2012-10-17
Det har blivit en specialare till, ett så kallat spotting tool eller märkverktyg. Det monteras på fästet på samma sätt som en borrstång, men det här har en axel och en vev. Här syns det dock ännu något ofärdigt. Uppsatt för att se att allt passar.

Kvar att göra är en hylsa mellan hållaren och veven så att det inte blir några axiella rörelser. Tar vi loss det och lägger på bänken så blir det så här.

Märkborret är ett vanligt centrumborr 2/5 mm och veven är en reservdel från min svarvleverantör. Jag tyckte det var trevligast att hålla samma stil på både svarv och tillbehör, även om jag gör tillbehören själv.
Fick så lite extra tid för att avsluta det här lilla tillbehöret. En bricka och en hylsa kom till och några oljehål borrades. En stoppskruv håller också reda på att den bakre mässingsbussningen inte rör sig.

Det hela numera klart alltså. Tillsammans med delningsapparaten för spindeln så gör det här att jag numera kan märka ut ett lämpligt antal hål runt en cirkel och veta att de kommer perfekt varje gång! Trevligt!
2013-03-18
Har gjort en ny hållartyp till snabbväxlaren den här helgen. Det är ett centreringsanhåll som används till att enklare få arbeten att sitta centriskt i chucken. Anhållet har två olika ändar, en för korta saker nära chuckens backar (vänstra bilden) och en för långa saker rakt framför stålhållaren (högra bilden).
 
Kullagren är vanliga överblivna rollerbladeslager från skrotlådan fastsatta på en bit 12 mm fyrkantstång. På mitten av stången har jag gjrt en åtklämbar led som gör det lätt att byta typ av ände mot arbetet och lätt att låsa i position.
Det hela funkar så att ett arbete fästs stadigt men inte hårt i chucken. maskinen startas på lågt varv och kullagrets löpbana förs mot arbetet. Sedan pressar man lagret mot arbetet tills man ser att arbetet löper centriskt. Då stoppar man maskinen och drar åt chucken ordentligt, byter snabbväxlaren till ett svarvstål och gör det man avsåg. Mycket enkelt och effektivt!
Det är hit jag kommit just nu, men fler hållare blir det framöver.
Återkommer!
|